Get A Free Quote
English
The Anova factory is ISO 9001 certified, adhering to its principles as our guiding framework in our daily manufacturing operations.
By collaborating with renowned LED suppliers such as SANAN, PHILIPS, and CREE, Anova's quality is consistently validated by our satisfied clients.
From scrutinizing raw materials to evaluating semi-finished products, and from inspecting LED components to conducting tests on finished products, we place our trust in the efficacy of standardized processes.

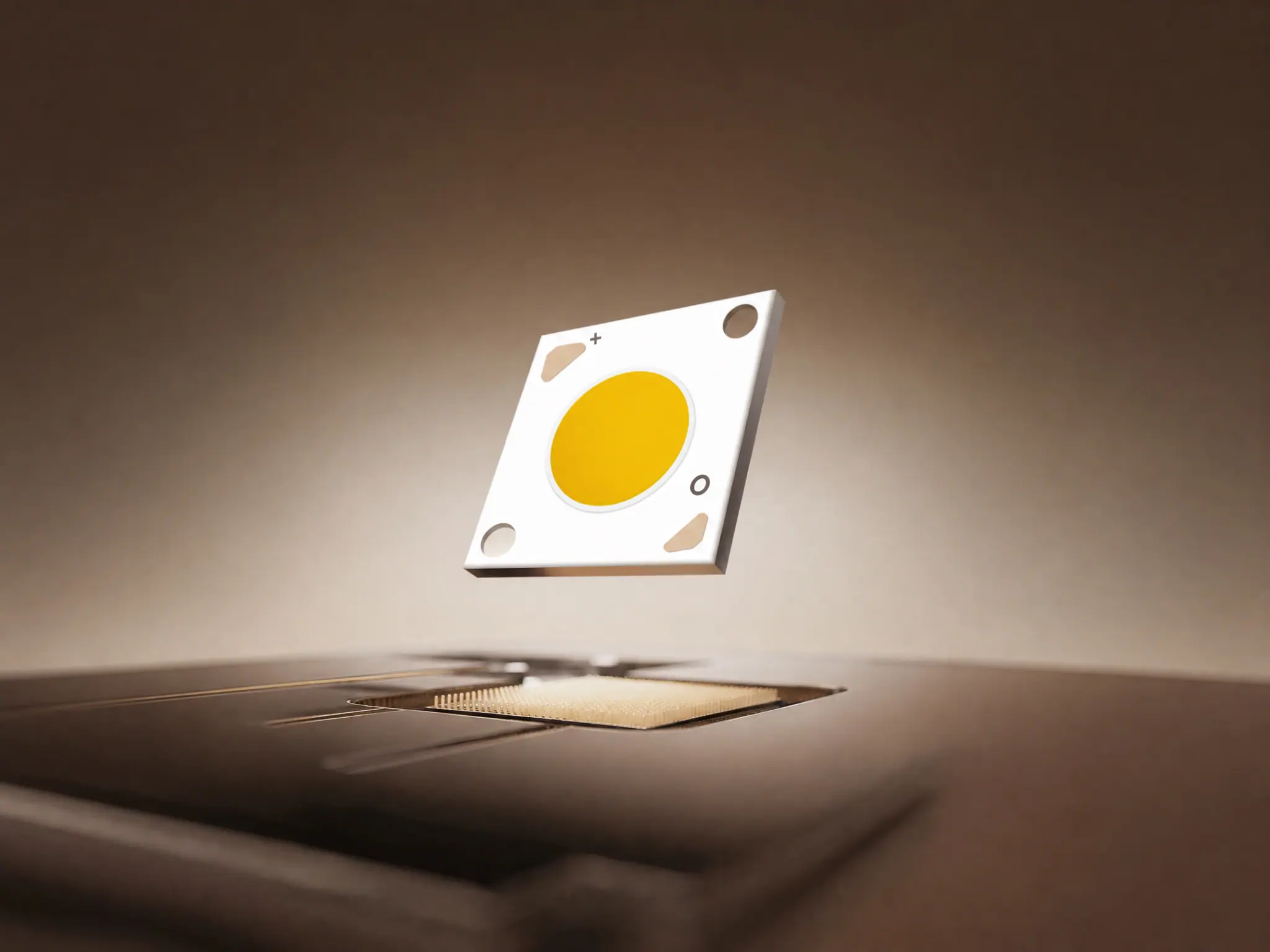
We prioritize the quality of LED light. That's why we meticulously attend to every component detail that contributes to crafting the perfect LED illumination.
We employ LED drivers that are certified by UL. Every component is meticulously positioned and soldered to ensure that the LED operates within a specified maximum wattage, utilizes the proper dimming method, and maintains an accurate power factor.

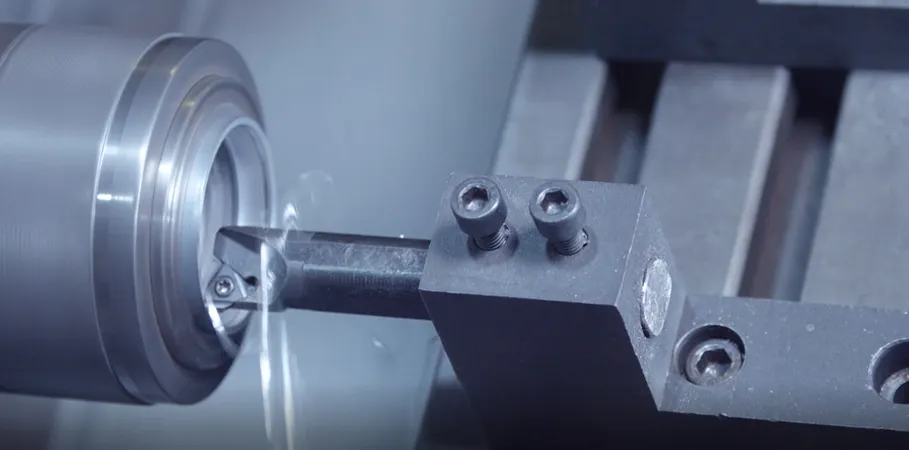
The sample serves as the link between high-quality components and high-quality mass production. At Anova, our distinctive approach involves rigorous testing of the sample repeatedly under the most stringent conditions to ensure optimal performance of all components.
Once the sample passes the tests, the Quality Control (QC) team is tasked with documenting its specifications and furnishing a Bill of Materials (BOM) sheet for the mass production process.
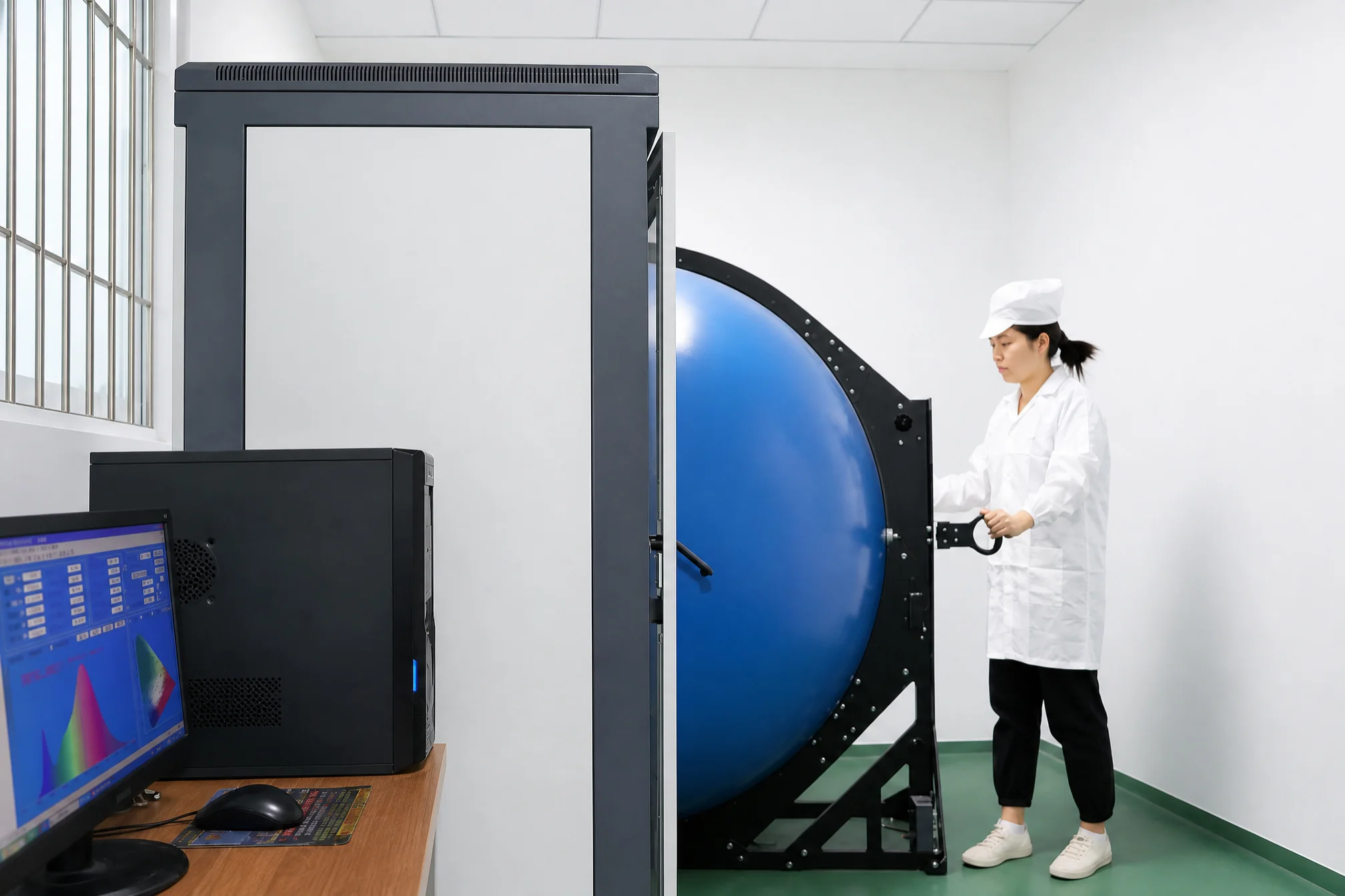
In order to verify that our sample meets your specifications, we utilize photometric integrating spheres to conduct tests, providing a spectral test report that clearly outlines all specifications
CRI, Color temperature, color fidelity
Brightness Output, Light Efficiency
To ensure long-term performance and reliability, the assembled luminaires will undergo a continuous 24-hour aging test under conditions approximating actual usage voltage and current. Only those lighting products that pass this test will proceed back to the production line for packaging.

LED light fixtures are a superior choice due to their energy efficiency, long lifespan, adjustable lighting controls, enhanced lighting quality, compact size, and environmental friendliness, offering significant cost savings and improved aesthetics.

Manufacturing with ingenuity for refined quality, all the products have passed strict inspection processes, such as high-low voltage test and aging test, integrating sphere spectral analysis test.

Undergo salt spray testing to ensure their durability and resistance to corrosion, which is crucial for outdoor and harsh environment applications, as well as to maintain their longevity and performance over time.

subjected to cold and hot tests to assess their performance and reliability under extreme temperature conditions, ensuring consistent operation and longevity in various environments.

tested for waterproofing to guarantee their ability to withstand exposure to water, which is essential for outdoor and moisture-prone installations, thus ensuring their integrity and functionality in challenging conditions.
Anova LED lights have successfully endured rigorous testing under simulated harsh conditions, providing assurance that they will function reliably even in areas with unstable power connections.
Lighten and record the total lifespan of every light
Utilizing a multi-channel temperature recorder to simulate temperatures ranging from -30 to 100 degrees Celsius.


Accurate assembly is vital for optimal light performance and ensuring end-user safety. Anova places special emphasis on the assembly process, meticulously overseeing every operation carried out by the workers.
Anova's innovation lies in subjecting every operation to methodical standards. Through meticulous attention to detail, we eliminate any subpar lights, ensuring that what you receive is flawless.
Click any specific module below to access its deep-dive documentation.